

Elgrupo de rodilloses un componente central del transportador de la cinta, responsable de soportar la cinta transportadora y reducir la resistencia a la carrera. Su calidad de ensamblaje afecta directamente la estabilidad, la vida útil y el ruido operativo del transportador. Los siguientes detalles los puntos clave del ensamblaje del grupo de rodillos de cuatro dimensiones: preparación previa al ensamblaje, proceso de ensamblaje de núcleo, para garantizar un proceso de ensamblaje estandarizado y eficiente.
1. Preparación previa al ensamblaje: sienta las bases y evite los riesgos
Antes del ensamblaje, tres tareas centrales (inspección de materiales, preparación de herramientas y limpieza del medio ambiente ") deben completarse para evitar el reelaboración o los riesgos de calidad causados por las omisiones preliminares.
1.1 Contado de materiales e inspección de calidad
● Verifique los componentes centrales del grupo de rodillos uno por uno: rodillos (incluidos cuerpos de rodillos, carcasas, rodamientos y sellos de aceite), soportes, ejes, sujetadores (pernos, tuercas, lavadoras), etc. Asegúrese de que la cantidad coincida con los dibujos, sin partes faltantes o incorrectas.
● Detección de calidad de componentes clave:
◆ Cuerpo de rodillos: sin protuberancias, deformación o óxido en la superficie; Grosor uniforme de la pared (la inspección de manchas con una pinza está disponible); Las carcasas de los rodamientos en ambos extremos están firmemente soldadas (sin soldadura falsa o grietas).
◆ Rodamientos: rotación flexible sin atascarse o ruido anormal; cubiertas de sellos intactas (para evitar que entren el polvo y el aceite); Los modelos coinciden con los dibujos (por ejemplo, rodamientos de bolas de ranura profunda 6204, 6205).
◆ Brackets: el material cumple con los requisitos (principalmente acero Q235); No hay rebabas ni deformación en las juntas de soldadura; Posición precisa de los orificios de montaje (el diámetro del orificio coincide con los pernos, con un error ≤ 0.5 mm).
1.2 Preparación de herramienta y material auxiliar
● Herramientas esenciales: llave de torque (crítica para garantizar que el torque de apriete del perno cumpla con los estándares), la llave ajustable, la llave de zócalo hexágono, la calibre (para medir las dimensiones), el calibre Feeler (para medir los huecos), el martillo de goma (para evitar daños a los componentes de los bocadillos duros), las herramientas de instalación de los rodamientos (p. Ej., Sleve, prensa, prensa, Knocking en el anillo de los bares de los bares es el daños es el anillo de los boques duros).
● Materiales auxiliares: grasa (que coincide con los rodamientos, como la grasa a base de litio n. ° 2, utilizada para la lubricación del rodamiento), inhibidor de la óxido (rociado en las juntas de soldadura de los soportes después del ensamblaje), tela de limpieza (para limpiar las manchas de aceite y el polvo en los componentes).
1.3 Requisitos de entorno de ensamblaje
● El sitio debe ser plano y seco, evitando entornos húmedos (para evitar la oxidación de los componentes) y los ambientes polvorientos (para evitar que las impurezas ingresen a los rodamientos).
● colocar almohadillas protectoras (por ejemplo, almohadillas de goma, tablas de madera) para evitar rasguños en el cuerpo del rodillo causado por el contacto directo con el suelo.
2. Proceso de ensamblaje del núcleo: opere en secuencia y garantice la precisión
La asamblea delgrupo de rodillosDebe seguir la secuencia de "Primero ensamble la unidad de rodillo → luego ensamble el soporte → Finalmente arreglar y verificar". La precisión debe controlarse en cada paso para evitar la desalineación de los componentes.
Paso 1: Conjunto de la unidad de rodillo (el núcleo del núcleo)
La unidad de rodillos es la "unidad de ejecución" del grupo de rodillos, compuesto por el cuerpo del rodillo, los rodamientos, el eje y el sello de aceite. Durante el ensamblaje, concéntrese en garantizar "rodamientos flexibles y sellado confiable".
1.1 Asamblea de rodamientos y carcasas
Primero, aplique una pequeña cantidad de grasa a la pared interna de la carcasa del rodamiento (una capa delgada que cubre la pared interna es suficiente; la grasa excesiva puede hacer que el rodamiento se caliente).
● Use una prensa para presionar suavemente el rodamiento en la carcasa del rodamiento (el punto de aplicación de la fuerza está en el anillo exterior del rodamiento; presionando el anillo interno está prohibido). Asegúrese de que no haya brecha entre el rodamiento y la carcasa del rodamiento (la inspección con un medidor de sensor está disponible, con una brecha ≤ 0.05 mm).
● Instale el sello de aceite: incruste el sello de aceite (en su mayoría de sello de aceite de doble luz) en el surco de la carcasa del rodamiento. Asegúrese de que el sello de aceite esté bien unido al anillo exterior del rodamiento sin desviación (para evitar la fuga de grasa o la entrada de polvo durante la operación).
1.2 Asamblea de eje y cuerpo de rodillos
● Pase el eje (con una superficie lisa y sin rebabas) a través del anillo interno del rodamiento en un extremo del cuerpo del rodillo, y empújalo suavemente hacia el anillo interno del rodamiento en el otro extremo. Asegúrese de que el eje esté completamente unido al anillo interno del rodamiento (sin flojedad).
● Prueba de rotación del cuerpo del rodillo: gire el cuerpo del rodillo a mano; Debe girar de manera flexible sin atascar o ruido anormal, y la inercia de rotación debe ser uniforme (sin "sentimiento de tartamudeo"). Si hay atasco, desmonta y verifique si el rodamiento está instalado en reversa o si hay impurezas.
Paso 2: Asamblea de unidad de rodillo y soporte
El soporte es el "marco de soporte" del grupo de rodillos. Es necesario garantizar la posición precisa de la unidad de rodillos en el soporte para evitar la desviación de la cinta transportadora.
2.1 Posicionamiento de la unidad de rodillo
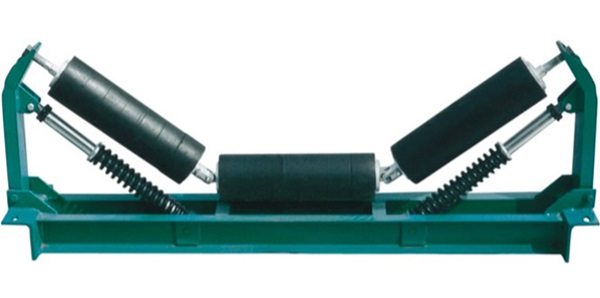
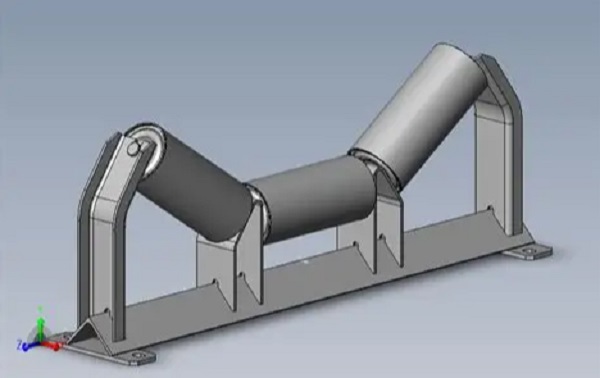
● Según los requisitos de los dibujos, coloque las unidades de rodillos ensambladas (un grupo de rodillos individuales generalmente contiene 2-5 unidades de rodillo; por ejemplo, un "grupo de rodillos paralelos" contiene 3 unidades, y un "grupo de rodillos de canal" contiene 2 rodillos laterales + 1 rodillo medio) en los surcos de montaje del soporte.
● Se debe prestar especial atención al grupo de rodillos de canal: el ángulo entre los rodillos laterales y el rodillo medio (generalmente 30 °, 35 °, 45 °, de acuerdo con los requisitos de dibujo) debe medirse con una regla de ángulo, con un error ≤ 1 ° (la desviación del ángulo causará una fuerza desagradable en la cinta de transporte, que conduce fácilmente a la desviación).
2.2 fijación de pernos
● Pase los pernos a través de los orificios de montaje del soporte y los orificios de la carcasa de los rodamientos de la unidad de rodillos, se pongan las arandelas (arandela plana + arandela de resorte para evitar el aflojamiento), y primero apriete las tuercas a mano.
● Use una llave de par para apretar los pernos de acuerdo con el par especificado en los dibujos (por ejemplo, el par para los pernos M10 suele ser de 25-30n · m, y para los pernos M8 son de 15-20n · m). Se prohíbe el par excesivo (que puede causar rotura de pernos) o un par insuficiente (que puede causar aflojamiento durante la operación).
● Secuencia de apriete: apriete simétricamente (por ejemplo, 4 pernos deben apretarse en una "secuencia diagonal" para evitar la deformación del soporte).
Paso 3: Verificación y ajuste general
Después del ensamblaje, realice una inspección general para corregir las desviaciones de manera oportuna:
● Use un nivel para detectar la superficie inferior del soporte: asegúrese de que el soporte sea horizontal (desviación horizontal ≤ 0.5 mm/m). Si está inclinado, ajuste las juntas (coloque las juntas en la parte inferior del soporte; se prohíbe la flexión forzada del soporte).
● Verifique el paralelismo de las unidades de rodillos: los rodillos laterales del canalgrupo de rodillosDebe distribuirse simétricamente en ambos lados del rodillo medio, con un error de paralelismo ≤ 0.3 mm/m (detección por el método de tirón de la cuerda: tire de una línea recta en ambos extremos de los rodillos y mida la diferencia de distancia entre los rodillos y la línea recta).
● Rotar todos los rodillos nuevamente: asegúrese de que todos los rodillos gire de manera flexible sin "Jamming individual". Si hay atasco, desmonta y verifique el ensamblaje de los rodamientos o ejes.











